







Ultraform® N 2200 G43
聚甲醛(POM)共聚物
20% 玻璃纖維增強材料
Ultraform® N 2200 G43 物性表
基本信息
黃卡編號
填料/增強材料
-
玻璃纖維增強材料, 20% 填料按重量
特性
-
剛性,高
-
高強度
-
共聚物
-
脫模性能良好
機構評級
-
EC 1907/2006 (REACH)
RoHS 合規性
-
RoHS 合規
形式
-
顆粒
加工方法
-
注射成型
樹脂ID (ISO 1043)
-
POM-GF20
物理性能
額定值
單位制
測試方法
密度
1.54
g/cm3
ISO 1183
表觀密度
0.85
g/cm3
溶化體積流率(MVR) (190°C/2.16 kg)
4.00
cm3/10min
ISO 1133
收縮率
ISO 294-4
垂直流動方向
1.3
%
ISO 294-4
流動方向
1.0
%
ISO 294-4
吸水率
ISO 62
飽和, 23°C
0.90
%
ISO 62
平衡, 23°C, 50% RH
0.15
%
ISO 62
Ultraform® N 2200 G43
聚甲醛(POM)共聚物
20% 玻璃纖維增強材料
Ultraform® N 2200 G43 物性表
基本信息
黃卡編號
填料/增強材料
-
玻璃纖維增強材料, 20% 填料按重量
特性
-
剛性,高
-
高強度
-
共聚物
-
脫模性能良好
機構評級
-
EC 1907/2006 (REACH)
RoHS 合規性
-
RoHS 合規
形式
-
顆粒
加工方法
-
注射成型
樹脂ID (ISO 1043)
-
POM-GF20
物理性能
額定值
單位制
測試方法
密度
1.54
g/cm3
ISO 1183
表觀密度
0.85
g/cm3
溶化體積流率(MVR) (190°C/2.16 kg)
4.00
cm3/10min
ISO 1133
收縮率
ISO 294-4
垂直流動方向
1.3
%
ISO 294-4
流動方向
1.0
%
ISO 294-4
吸水率
ISO 62
飽和, 23°C
0.90
%
ISO 62
平衡, 23°C, 50% RH
0.15
%
ISO 62
Ultraform® N 2200 G43
聚甲醛(POM)共聚物
20% 玻璃纖維增強材料
Ultraform® N 2200 G43 物性表
基本信息
黃卡編號
填料/增強材料
-
玻璃纖維增強材料, 20% 填料按重量
特性
-
剛性,高
-
高強度
-
共聚物
-
脫模性能良好
機構評級
-
EC 1907/2006 (REACH)
RoHS 合規性
-
RoHS 合規
形式
-
顆粒
加工方法
-
注射成型
樹脂ID (ISO 1043)
-
POM-GF20
物理性能
額定值
單位制
測試方法
密度
1.54
g/cm3
ISO 1183
表觀密度
0.85
g/cm3
溶化體積流率(MVR) (190°C/2.16 kg)
4.00
cm3/10min
ISO 1133
收縮率
ISO 294-4
垂直流動方向
1.3
%
ISO 294-4
流動方向
1.0
%
ISO 294-4
吸水率
ISO 62
飽和, 23°C
0.90
%
ISO 62
平衡, 23°C, 50% RH
0.15
%
ISO 62
Ultraform® N 2200 G43
聚甲醛(POM)共聚物
20% 玻璃纖維增強材料
Ultraform® N 2200 G43 物性表
Ultraform® N 2200 G43
聚甲醛(POM)共聚物
20% 玻璃纖維增強材料
| 基本信息 | |
|---|---|
| 黃卡編號 | |
| 填料/增強材料 |
|
| 特性 |
|
| 機構評級 |
|
| RoHS 合規性 |
|
| 形式 |
|
| 加工方法 |
|
| 樹脂ID (ISO 1043) |
|
| 物理性能 | 額定值 | 單位制 | 測試方法 |
|---|---|---|---|
| 密度 | 1.54 | g/cm3 | ISO 1183 |
| 表觀密度 | 0.85 | g/cm3 | |
| 溶化體積流率(MVR) (190°C/2.16 kg) | 4.00 | cm3/10min | ISO 1133 |
| 收縮率 | ISO 294-4 | ||
| 垂直流動方向 | 1.3 | % | ISO 294-4 |
| 流動方向 | 1.0 | % | ISO 294-4 |
| 吸水率 | ISO 62 | ||
| 飽和, 23°C | 0.90 | % | ISO 62 |
| 平衡, 23°C, 50% RH | 0.15 | % | ISO 62 |

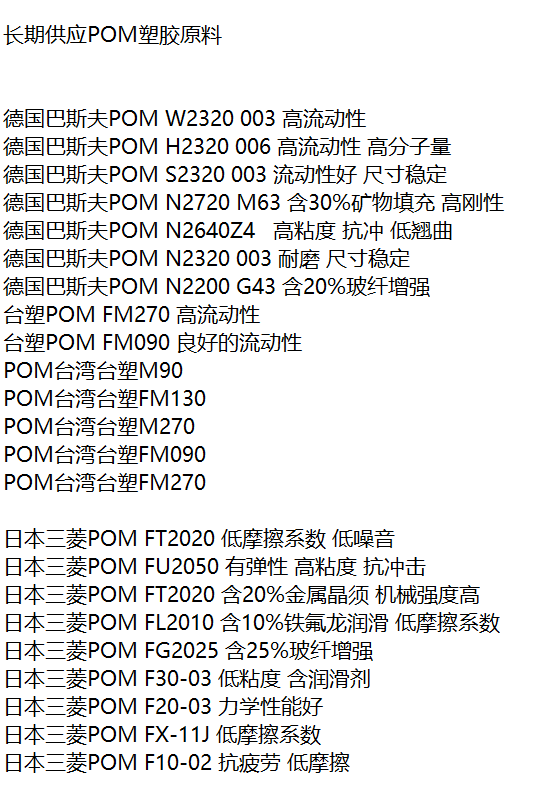
POM的應用
可代替大部分有色金屬、汽車、機床、儀表內件、軸承、緊固件、齒輪、彈簧片、管道、運輸帶配件、電水煲、泵殼、瀝水器、水龍頭等.
POM工藝特點
(1)POM加工前可不用干燥,0好在加工過程中進行預熱(80℃左右),對產品尺寸的穩定性有好處.
(2) POM的加工溫度很窄(0~215℃),在炮筒內停留時間稍長或溫度超過220℃時就會分解,產生刺激性強的甲醛氣體.
(3) POM料注塑時保壓壓力要較大(與注射壓力相近),以減少壓力降.螺桿轉速不能過高,殘量要少;
(4) POM產品收縮率較大,易產生縮水或變形.POM比熱大,模溫高(80~100℃),產品脫模時很燙,需防止燙傷手指.
(5) POM宜在“中壓、中速、低料溫、較高模溫”的條件下成型加工,精密制品成型時需用控制模溫
(6)具高機械強度和剛性
(7)0高的疲勞強度
(8)環境抵抗性、耐有機溶劑性佳
(9)耐反覆沖擊性強,良好的電氣性質,復原性良好,具自已潤滑性、耐磨性良好,尺寸安定性優.
 免責聲明:(1)以上所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,環球塑化網對此不承擔任何保證責任。我們原則上建議您優先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請向環球塑化網舉報。
免責聲明:(1)以上所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,環球塑化網對此不承擔任何保證責任。我們原則上建議您優先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請向環球塑化網舉報。
 簡繁切換
簡繁切換